Below, you find more information about:
- paper production meets yarn and fibers
- the role of Polyester monofilaments in paper production
- general information on paper and pulp
THE MODERN PAPER MILL
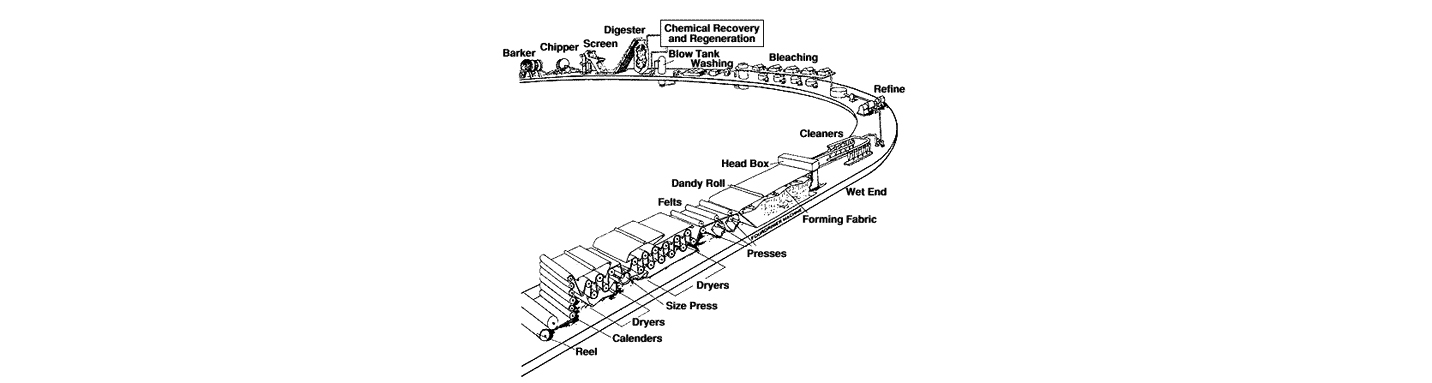
The modern paper mill is a highly complex industrial facility. To explore how a present-day paper mill operates, let's follow the path of an individual wood fiber from its arrival at the mill to its departure.
- Delivery and Preparation
Most of the mill's raw material arrives in the form of logs. The logs are soaked in water and tumbled in slatted metal drums to remove the bark. The debarked logs are then fed into a chipper, a device with a rotating steel blade that cuts the wood into small pieces about 1/8" thick and 1/2" square, stored and then carried by conveyor to the digester.
- Pulping
Digesting is the process of removing lignin and other components of the wood from the cellulose fibers which will be used to make paper. Lignin is the "glue" which holds the wood together; it rapidly decomposes and discolors paper if it is left in the pulp. The chips are fed into the top of a digester and mixed with the cooking chemicals, which are called "white liquor" at this point. As the chips and liquor move down through the digester, the lignin and other components are dissolved, and the cellulose fibers are released as pulp. At the bottom of the digester, the pulp is rinsed, and the spent chemicals (now known as "black liquor") are separated and recycled.
- Bleaching and Refining
At this point, the "brown stock" pulp is free of lignin, but is too dark to use for most grades of paper. The next step is therefore to bleach the pulp by treating it with chlorine, chlorine dioxide, ozone, peroxide, or any of several other treatments. The individual cellulose fibers are still fairly hollow and stiff, so they must be broken down somewhat to help them stick to one another in the paper web. This is accomplished by "beating" the pulp in the refiners, vessels with a series of rotating serrated metal disks. The pulp will be beaten for various lengths of time depending on its origin and the type of paper product that will be made from it. At the end of the process, the fibers will be flattened and frayed, ready to bond together in a sheet of paper.
- Forming the Sheet
Once the pulp has been bleached and refined, it is rinsed and diluted with water, and fillers such as clay or talc may be added. This "furnish", containing 99% water or more, is pumped into the head box of the paper machine. From the head box, the furnish is dispensed through a long, narrow "slice" onto the "wire", a moving continuous belt of wire or plastic mesh. As it travels down the wire, much of the water drains away or is pulled away by suction from underneath. The cellulose fibers, trapped on the wire as the water drains away, adhere to one another to form the paper web. From the wire, the newly formed sheet of paper is transferred onto a cloth belt (or "felt") in the press section, where rollers squeeze out much of the remaining water.
- Coating, Drying, and Calendaring
After leaving the press section, the sheet encounters the drying cylinders. These are large hollow metal cylinders, heated internally with steam, which dry the paper as it passes over them. The sheet will be wound up and down over many cylinders in the drying process. Between dryer sections, the paper may be coated with pigments, latex mixtures, or many other substances to give it a higher gloss or to impart some other desirable characteristic. After another round of drying, the paper sheet is passed through a series of polished, close-stacked metal rollers known as a "calendar" where it is pressed smooth. Finally, the sheet is collected on a take-up roll and removed from the paper machine. From the head box, it may have traveled half a mile or more in less than a minute.
- Cutting and Packaging
In many cases, the new paper roll is simply rewound on a new core, inspected, and shipped directly to the customer. Other paper grades, however, may be further smoothed by passing them through a "super calendar" where the sheet is polished by passing between steel and hard cotton rollers, or they may be embossed with a decorative pattern. The paper may also be cut into sheets at the mill, often by automatic equipment which accepts a roll of paper at one end and delivers packages of cut sheets at the other, already boxed and wrapped for shipping. Papermaking today is one of the most capital-intensive industries, devoting large sums of money to the development and construction of newer and more efficient equipment and processes.
SYNTHETIC FIBERS IN PAPER
Main reason to use synthetic fiber such as HDPE, LLDPE, or PP is to provide the paper special performance properties such as tearing strength, dimensional stability in wet state, security features etc. End uses include papers for food packaging, e.g. tea, coffee etc.
We are able to offer olefin fibers from Asota in the following range:
Supply is possible in pallet boxes or in bales.
The ideal length of the olefin fibers should be 6 mm. The fibers disperse so quickly and easy, no refiner is needed. Olefin fibers can be mixed with pulp in a ratio of up to 50%. When the right balance is achieved, the resulting sheet is durable, smooth and stable.
We are able to offer olefin fibers from Asota in the following range:
- CoPP dtex 1,7 dtex (15µ) / 6,0 mm 140°C melting temperature
- HDPE dtex 2,8 dtex (19µ) / 6,0 mm 131°C melting temperature
- HDPE dtex 4,0 dtex (28µ) / 6,0 mm 131°C melting temperature
- LLDPE dtex 5,5 dtex (27µ) / 6,0 mm 115°C melting temperature
- LLDPE dtex 7,0 dtex (31µ) / 6,0 mm 115°C melting temperature
Supply is possible in pallet boxes or in bales.
The ideal length of the olefin fibers should be 6 mm. The fibers disperse so quickly and easy, no refiner is needed. Olefin fibers can be mixed with pulp in a ratio of up to 50%. When the right balance is achieved, the resulting sheet is durable, smooth and stable.
PAPER IN OUR LIFE
Paper is used in a multitude of applications in our daily life:
- Printing, Media, and Entertainment
We read over billions of magazines, books and newspapers - all printed on paper. Our children play with paper dolls, paper masks, paper board games, and paper kites. Your ticket to a movie is made out of paper, and so are the containers and carry-out trays for your popcorn and drinks. Even the batteries in your TV remote control contain paper, and so does your television itself.
- At Work and School
Most of us expect to find paper in schools and businesses; our desks are usually covered with it. Thanks to computers, which were once expected to make ours a paperless society, we now generate even more paper than ever before. And our money, checks, stock certificates, deeds of ownership, birth certificates and marriage licenses, all the documents which govern our lives, are made out of paper.
- Packaging
How would you ship light bulbs, water glasses, or your new microwave oven without the corrugated containers that protect them? The largest category of paper products today is the one we take most for granted - paperboard. Corrugated board is used to ship 95% of all manufactured goods (even paper itself!) and is much lighter and more recyclable than the wooden crates of yesteryear.
- Construction
We use paper to build our homes. Sometimes it serves as a structural or decorative component, as in laminated kitchen counter tops, insulation, gypsum board, acoustical board, wallpaper, flooring, and shingles. Paper is the backing material for masking tape, sandpaper, and electrical cable wrap.
PAPER PRODUCTION PROCESS
The production process of paper looks as follows:
- Wood or other fibers are turned into pulp
- The pulp meets the forming fabric of the flow box.
- At the wire part, the fibers are separated from the water (filtration). Maximum drainage rates are obtained by foils and vacuum boxes.
- At the end of the wire the sheet leaves to go through the press sections.
- At the presses the sheet is consolidated to improve the fibre bonding and also to remove further water from the sheet.
- The sheet is passed through steam heated drying cylinders. Evaporation takes place, aided by blowing warm dry air across the sheet. The sheet moisture in this section reduces from 50-60% down to 5-6%.
- The surface of the paper can be made brighter and smoother by applying a layer of coating either on the machine or as an post process.
- The paper is then polished by a treatment referred to as super-calendaring.
- The paper is then reeled and stored until ready for slitting.
- The reels are transported to cutting factories where accurately cut into sheets for office use, labels, posters etc.
FORMING FABRIC
Paper is manufactured on very large production machines with widths of up to 10 m. In this process, sheet formation takes place from a highly diluted aqueous pulp on endless cloths, the so-called forming fabrics, drainage of the paper web taking place at the same time. In the press section more water is squeezed from the paper web between rolls covered with felts reinforced with monofilament. The remaining water is evaporated in the drier section, where the web passes over heated cylinders. Here the web is carried by conveyor belts made from screen fabrics, the drier screens.
Forming fabrics used to be solely from bronze wire cloth; however, because of the appreciable increase in economic efficiency achieved, they are nowadays mainly made from PET monofilament. The service life of these fabrics is 4 to 10 times as long. Bronze wires are now only used for magazine papers.
The forming fabrics have to meet very high quality requirements; they must be absolutely faultless. Even the slightest defect interferes with sheet formation and results in marking of the paper. The uniformity and fineness of the screen surface and pores are important parameters with regard to paper quality. In this sector, therefore, the PET monofilament has to meet by far the highest requirements in respect of its uniformity.
In order to ensure a smooth, vibration-free running, these fabrics need to possess high dimensional stability in the machine direction and rigidity in the cross-direction. In principle, therefore, it is necessary to use two different types of monofilament; a type with very low elongation and high modulus of elasticity for the warp and a type with very low heat shrinkage for the weft.
The heat setting process imparts to the forming fabrics their final fine structure and properties. The internal structure of the monofilaments is consolidated by increasing the degree of crystallisation and the fabric hereby is given its final stability.
The forming fabrics are subject to mechanical wear due to abrasion. The underside of the forming fabric is abraded as it passes over the suction boxes and foils. Fillers such as china clay and chalk, contained in the paper stock, accelerate the wear process through an emerizing action.
This fact has of course to be regarded in account for the fabric construction. The parameters fabric stability and abrasion resistance that are of importance to the function and service life are distributed over the warp and weft. In the construction known as the shute runner, the warp, which is subject to a high degree stress, is located on the side facing the paper web and protected against abrasion by the weft below. The wear is borne by the weft. The warp runner, in which the warp is also fully exposed to abrasion, is of only minor importance.
For a number of years there has been a pronounced trend towards double-ply forming fabrics. They permit a more functional design. Their stability and rigidity are at all events higher than single-ply construction, so that upper and lower surfaces of the fabrics can be more readily adapted to the requirements they have to meet. The upper surface, which is of importance to the paper quality, can be given a very fine structure. On forming fabrics of this type it is therefore possible to produce papers with high surface quality and especially good printability. For plastics forming fabrics, these constructions open up the possibility of manufacturing papers for rotoset. these are at present still mainly produced on bronze wire cloths.
The underside can be rendered especially resistant to abrasion. A PET monofilament with good wear resistance is used.
Recycling has in recent years acquired increasing importance in the paper sector. In West Germany, over 50% of waste paper is nowadays recycled into the papermaking process. The reclaimed material still contains a large number of impurities. These will in future increase rather than decrease, since increasingly higher-quality, synthetic products are being used in paper finishing, which can subsequently only be removed from the paper finishing, which can subsequently only be removed from the paper with difficulty and at great expense. Impurities are bitumen, printing inks, latices, resins and many more. These impurities alter both the microstructure and the fine pores of the forming fabrics and result in a lowering of the paper quality. Frequent cleaning of the fabric during machine shutdowns is expensive due to the production stoppages that this involves.
In order to obtain a pitch-repellent effect on the forming fabrics, the latter are finished with resins that differ considerably in their composition.
The press felts on the paper machine must ensure that the water squeezed out of the paper web is quickly carried away, and they must themselves possess high stretch recovery. A slow plastic deformation under the high compressive stress would result in a premature loss of functionability.
Forming fabrics used to be solely from bronze wire cloth; however, because of the appreciable increase in economic efficiency achieved, they are nowadays mainly made from PET monofilament. The service life of these fabrics is 4 to 10 times as long. Bronze wires are now only used for magazine papers.
The forming fabrics have to meet very high quality requirements; they must be absolutely faultless. Even the slightest defect interferes with sheet formation and results in marking of the paper. The uniformity and fineness of the screen surface and pores are important parameters with regard to paper quality. In this sector, therefore, the PET monofilament has to meet by far the highest requirements in respect of its uniformity.
In order to ensure a smooth, vibration-free running, these fabrics need to possess high dimensional stability in the machine direction and rigidity in the cross-direction. In principle, therefore, it is necessary to use two different types of monofilament; a type with very low elongation and high modulus of elasticity for the warp and a type with very low heat shrinkage for the weft.
The heat setting process imparts to the forming fabrics their final fine structure and properties. The internal structure of the monofilaments is consolidated by increasing the degree of crystallisation and the fabric hereby is given its final stability.
The forming fabrics are subject to mechanical wear due to abrasion. The underside of the forming fabric is abraded as it passes over the suction boxes and foils. Fillers such as china clay and chalk, contained in the paper stock, accelerate the wear process through an emerizing action.
This fact has of course to be regarded in account for the fabric construction. The parameters fabric stability and abrasion resistance that are of importance to the function and service life are distributed over the warp and weft. In the construction known as the shute runner, the warp, which is subject to a high degree stress, is located on the side facing the paper web and protected against abrasion by the weft below. The wear is borne by the weft. The warp runner, in which the warp is also fully exposed to abrasion, is of only minor importance.
For a number of years there has been a pronounced trend towards double-ply forming fabrics. They permit a more functional design. Their stability and rigidity are at all events higher than single-ply construction, so that upper and lower surfaces of the fabrics can be more readily adapted to the requirements they have to meet. The upper surface, which is of importance to the paper quality, can be given a very fine structure. On forming fabrics of this type it is therefore possible to produce papers with high surface quality and especially good printability. For plastics forming fabrics, these constructions open up the possibility of manufacturing papers for rotoset. these are at present still mainly produced on bronze wire cloths.
The underside can be rendered especially resistant to abrasion. A PET monofilament with good wear resistance is used.
Recycling has in recent years acquired increasing importance in the paper sector. In West Germany, over 50% of waste paper is nowadays recycled into the papermaking process. The reclaimed material still contains a large number of impurities. These will in future increase rather than decrease, since increasingly higher-quality, synthetic products are being used in paper finishing, which can subsequently only be removed from the paper finishing, which can subsequently only be removed from the paper with difficulty and at great expense. Impurities are bitumen, printing inks, latices, resins and many more. These impurities alter both the microstructure and the fine pores of the forming fabrics and result in a lowering of the paper quality. Frequent cleaning of the fabric during machine shutdowns is expensive due to the production stoppages that this involves.
In order to obtain a pitch-repellent effect on the forming fabrics, the latter are finished with resins that differ considerably in their composition.
The press felts on the paper machine must ensure that the water squeezed out of the paper web is quickly carried away, and they must themselves possess high stretch recovery. A slow plastic deformation under the high compressive stress would result in a premature loss of functionability.
DRIER SCREENS
During the drying process, the paper web is led across the heated cylinders mainly with the aid of drier screens and to less extent by means of drier felts. When running, the drier screens are exposed to elevated temperatures of up to about 150°C, to moisture and to dynamic stress resulting from alternating bending. Under these conditions, the screens must be dimensionally stable. Among the large number of fibres used, PET monofilament with a market share of 34% and PET filament yarn with a share of 32% have, therefore, gained general acceptance in Western Europe in this sector. Acrylic filament yarn has a market share of 11%, all remaining fibres are below 5%.
Drier screens made from monofilament mainly consist of 2-ply constructions. In drier screens made from resin-impregnated multifilament yarns, considerably more material has to be used in order to obtain the necessary rigidity of the screens in the cross-direction. In this sector, too, the papermaker has to content with soiling of the screens. In this respect, the monofilament screens are much more favourable than screens made from multifilament yarns. Low-shrink PET types are used for monofilament screens; the same type can be employed for warp and weft.
In the presence of steam PET is degraded by hydrolysis. This is the most important parameter as regards the service life of screens of this type. The monofilament types used for this purpose have, therefore, been improved in their resistance to hydrolytic degradation.
Considerable progress has been achieved in this field in recent years. By adding a chemical stabiliser to the PET raw material it has been possible to achieve further marked increase in hydrolysis resistance. This measure has enabled the service life of the screens to be extended on average to about 2 years.
Availability of PET monofilaments
Drier screens made from monofilament mainly consist of 2-ply constructions. In drier screens made from resin-impregnated multifilament yarns, considerably more material has to be used in order to obtain the necessary rigidity of the screens in the cross-direction. In this sector, too, the papermaker has to content with soiling of the screens. In this respect, the monofilament screens are much more favourable than screens made from multifilament yarns. Low-shrink PET types are used for monofilament screens; the same type can be employed for warp and weft.
In the presence of steam PET is degraded by hydrolysis. This is the most important parameter as regards the service life of screens of this type. The monofilament types used for this purpose have, therefore, been improved in their resistance to hydrolytic degradation.
Considerable progress has been achieved in this field in recent years. By adding a chemical stabiliser to the PET raw material it has been possible to achieve further marked increase in hydrolysis resistance. This measure has enabled the service life of the screens to be extended on average to about 2 years.
Availability of PET monofilaments
To understand the manufacturing of paper machine clothing (PMC), it is first necessary to understand the papermaking process. Centuries ago, papermaking was an art, but evolving technology has turned the process into a highly technical science.
The Egyptians were the first to use papyrus for writing purposes in 4000 B.C. The thinly sliced stems of papyrus were beaten into hard, thin sheets and coated with a glue-like material. The main difference between this process and today's papermaking process is that individual fibers were not separated.
In 105 A.D., the Chinese invented the papermaking process that is widely used today. Ts'ai Lun beat a water and mulberry tree mixture into a pulp. He then used a screen to separate the fibers and dried them in the sun, which resulted in the first sheet of paper made from wood.
The invention of the printing press in the mid-15th century increased the demand for paper. By the late 18th century, Nicholas Louis Robert invented the forerunner of today's modern paper machine. The Fourdrinier brothers bought his patent and made numerous improvements. The new machine was named after them and still carries their name today.
As improvements have been made to the paper machine, paper machine clothing has undergone many transformations to keep pace. Originally, press and dryer fabrics were made with wool and cotton, and forming fabrics were made with bronze wires. Increased machine width and speed led the paper machine clothing industry to change from using these raw materials to using synthetic fibers of polyester and nylon, which have much longer lives and produce a better quality of paper.
The Egyptians were the first to use papyrus for writing purposes in 4000 B.C. The thinly sliced stems of papyrus were beaten into hard, thin sheets and coated with a glue-like material. The main difference between this process and today's papermaking process is that individual fibers were not separated.
In 105 A.D., the Chinese invented the papermaking process that is widely used today. Ts'ai Lun beat a water and mulberry tree mixture into a pulp. He then used a screen to separate the fibers and dried them in the sun, which resulted in the first sheet of paper made from wood.
The invention of the printing press in the mid-15th century increased the demand for paper. By the late 18th century, Nicholas Louis Robert invented the forerunner of today's modern paper machine. The Fourdrinier brothers bought his patent and made numerous improvements. The new machine was named after them and still carries their name today.
As improvements have been made to the paper machine, paper machine clothing has undergone many transformations to keep pace. Originally, press and dryer fabrics were made with wool and cotton, and forming fabrics were made with bronze wires. Increased machine width and speed led the paper machine clothing industry to change from using these raw materials to using synthetic fibers of polyester and nylon, which have much longer lives and produce a better quality of paper.
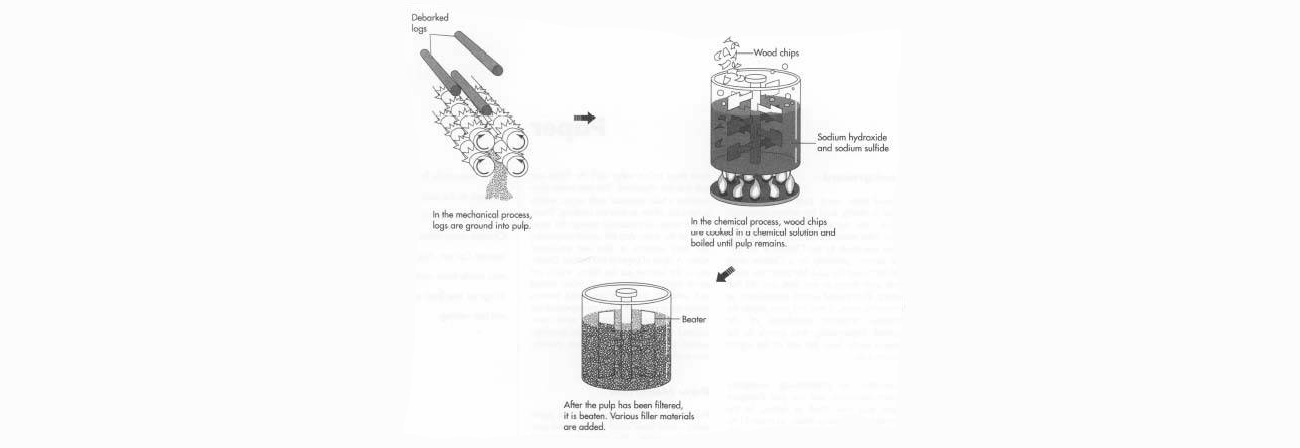
PULP MAKING
Paper is composed of cellulose fibers bonded together to form a sheet. The usual source of fibers is wood from trees. Wood consists of cellulose fibers held together by a glue-like substance called lignin.
Pulping is the process of separating the wood into individual fibers. The paper end-product requirements determine both the type of wood used and the method by which it is pulped. For papers that require neither permanence nor high strength, such as newsprint, pulping is accomplished mechanically by holding logs against a water-lubricated grindstone. The grindstone tears the fibers apart into ground wood pulp.
For papers that require strength, such as bag paper, or that require optical properties such as high whiteness, the pulp is manufactured chemically rather than mechanically. In the chemical pulping processes, the logs are first debarked and then cut into chips about one inch square. The chips are placed in a large steam-heated pressure cooker called a digester. Carefully controlled mixtures of alkalis or acids are used to dissolve the lignin without unduly harming the cellulose fibers. When the chemical cooking is completed, the pulp goes through a series of water-washing processes to remove the dissolved lignin. At this point, the pulp is ready for use to make brown paper, such as grocery bags or corrugated boxes. However, if the pulp is intended for use in white papers, it has to be bleached with chlorine or a series of other chemicals.
Prior to its use in papermaking, the pulp is normally put through a series of screens and centrifugal cleaners to remove dirt and debris that would be objectionable in the final sheet of paper.
Pulping is the process of separating the wood into individual fibers. The paper end-product requirements determine both the type of wood used and the method by which it is pulped. For papers that require neither permanence nor high strength, such as newsprint, pulping is accomplished mechanically by holding logs against a water-lubricated grindstone. The grindstone tears the fibers apart into ground wood pulp.
For papers that require strength, such as bag paper, or that require optical properties such as high whiteness, the pulp is manufactured chemically rather than mechanically. In the chemical pulping processes, the logs are first debarked and then cut into chips about one inch square. The chips are placed in a large steam-heated pressure cooker called a digester. Carefully controlled mixtures of alkalis or acids are used to dissolve the lignin without unduly harming the cellulose fibers. When the chemical cooking is completed, the pulp goes through a series of water-washing processes to remove the dissolved lignin. At this point, the pulp is ready for use to make brown paper, such as grocery bags or corrugated boxes. However, if the pulp is intended for use in white papers, it has to be bleached with chlorine or a series of other chemicals.
Prior to its use in papermaking, the pulp is normally put through a series of screens and centrifugal cleaners to remove dirt and debris that would be objectionable in the final sheet of paper.
RAW MATERIALS
Probably half of the fiber used for paper today comes from wood that has been purposely harvested. The remaining material comes from wood fiber from sawmills, recycled newspaper, some vegetable matter, and recycled cloth. Coniferous trees, such as spruce and fir, used to be preferred for papermaking because the cellulose fibers in the pulp of these species are longer, therefore making for stronger paper. These trees are called "softwood" by the paper industry. Deciduous trees (leafy trees such as poplar and elm) are called "hardwood." Because of increasing demand for paper, and improvements in pulp processing technology, almost any species of tree can now be harvested for paper.
Some plants other than trees are suitable for paper-making. In areas without significant forests, bamboo has been used for paper pulp, as has straw and sugarcane. Flax, hemp, and jute fibers are commonly used for textiles and rope making, but they can also be used for paper. Some high-grade cigarette paper is made from flax.
Cotton and linen rags are used in fine-grade papers such as letterhead and resume paper, and for bank notes and security certificates. The rags are usually cuttings and waste from textile and garment mills. The rags must be cut and cleaned, boiled, and beaten before they can be used by the paper mill.
Other materials used in paper manufacture include bleaches and dyes, fillers such as chalk, clay, or titanium oxide, and sizing such as rosin, gum, and starch.
Some plants other than trees are suitable for paper-making. In areas without significant forests, bamboo has been used for paper pulp, as has straw and sugarcane. Flax, hemp, and jute fibers are commonly used for textiles and rope making, but they can also be used for paper. Some high-grade cigarette paper is made from flax.
Cotton and linen rags are used in fine-grade papers such as letterhead and resume paper, and for bank notes and security certificates. The rags are usually cuttings and waste from textile and garment mills. The rags must be cut and cleaned, boiled, and beaten before they can be used by the paper mill.
Other materials used in paper manufacture include bleaches and dyes, fillers such as chalk, clay, or titanium oxide, and sizing such as rosin, gum, and starch.
ENVIRONMENTAL CONCERNS
he number of trees and other vegetation cut down in order to make paper is enormous. Paper companies insist that they plant as many new trees as they cut down. Environmentalists contend that the new growth trees, so much younger and smaller than what was removed, cannot replace the value of older trees. Efforts to recycle used paper (especially newspapers) have been effective in at least partially mitigating the need for destruction of woodlands, and recycled paper is now an important ingredient in many types of paper production.
The chemicals used in paper manufacture, including dyes, inks, bleach, and sizing, can also be harmful to the environment when they are released into water supplies and nearby land after use. The industry has, sometimes with government prompting, cleared up a large amount of pollution, and federal requirements now demand pollution free paper production. The cost of such clean-up efforts is passed on to the consumer.
BACKGROUND INFORMATION
Formed from wood pulp or plant fiber, paper is chiefly used for written communication. The earliest paper was papyrus, made from reeds by the ancient Egyptians. Paper was made by the Chinese in the second century, probably by a Chinese court official named Cai Lun. His paper was made from such things as tree bark and old fish netting. Recognized almost immediately as a valuable secret, it was 500 years before the Japanese acquired knowledge of the method. Papermaking was known in the Islamic world from the end of the eighth century A.D.
Knowledge of papermaking eventually moved westward, and the first European paper mill was built at Jativa, in the province of Valencia, Spain, in about 1150. By the end of the 15th century, paper mills existed in Italy, France, Germany, and England, and by the end of the 16th century, paper was being made throughout Europe.
Paper, whether produced in the modern factory or by the most careful, delicate hand methods, is made up of connected fibers. The fibers can come from a number of sources including cloth rags, cellulose fibers from plants, and, most notably, trees. The use of cloth in the process has always produced high-quality paper. Today, a large proportion of cotton and linen fibers in the mix create many excellent papers for special uses, from wedding invitation paper stock to special paper for pen and ink drawings.
The method of making paper is essentially a simple one—mix up vegetable fibers, and cook them in hot water until the fibers are soft but not dissolved. The hot water also contains a base chemical such as lye, which softens the fibers as they are cooking. Then, pass a screen-like material through the mixture, let the water drip off and/or evaporate, and then squeeze or blot out additional water. A layer of paper is left behind. Essential to the process are the fibers, which are never totally destroyed, and, when mixed and softened, form an interlaced pattern within the paper itself. Modern papermaking methods, although significantly more complicated than the older ways, are developmental improvements rather than entirely new methods of making paper.
Knowledge of papermaking eventually moved westward, and the first European paper mill was built at Jativa, in the province of Valencia, Spain, in about 1150. By the end of the 15th century, paper mills existed in Italy, France, Germany, and England, and by the end of the 16th century, paper was being made throughout Europe.
Paper, whether produced in the modern factory or by the most careful, delicate hand methods, is made up of connected fibers. The fibers can come from a number of sources including cloth rags, cellulose fibers from plants, and, most notably, trees. The use of cloth in the process has always produced high-quality paper. Today, a large proportion of cotton and linen fibers in the mix create many excellent papers for special uses, from wedding invitation paper stock to special paper for pen and ink drawings.
The method of making paper is essentially a simple one—mix up vegetable fibers, and cook them in hot water until the fibers are soft but not dissolved. The hot water also contains a base chemical such as lye, which softens the fibers as they are cooking. Then, pass a screen-like material through the mixture, let the water drip off and/or evaporate, and then squeeze or blot out additional water. A layer of paper is left behind. Essential to the process are the fibers, which are never totally destroyed, and, when mixed and softened, form an interlaced pattern within the paper itself. Modern papermaking methods, although significantly more complicated than the older ways, are developmental improvements rather than entirely new methods of making paper.